Abstract
The imperative for spatial efficiency in modern industrial and workshop environments has elevated the significance of specialized lifting equipment. A low pro jack, technically designated as a low headroom hoist, presents a direct solution to the constraints imposed by limited vertical clearance. This apparatus, which integrates the hoist and trolley into a compact unit, allows for a minimal distance between the load hook and the overhead beam, thereby maximizing the available lifting height. The selection of an appropriate low pro jack is a complex decision, contingent upon a rigorous evaluation of load capacity, duty cycle, environmental conditions, and power source availability. This process necessitates a nuanced understanding of hoist mechanics, international safety certifications, and the total cost of ownership. For operators in diverse markets such as South America, Russia, Southeast Asia, and the Middle East, these considerations are further compounded by regional factors like climate, infrastructure, and regulatory landscapes. A methodical approach to selection, as detailed herein, is therefore not merely a matter of procurement but a critical investment in operational safety, efficiency, and long-term productivity.
Key Takeaways
- Precisely calculate your required load capacity, including potential dynamic forces.
- Measure your exact headroom to determine the maximum allowable hook-to-beam distance.
- Evaluate your worksite environment for factors like dust, moisture, and temperature.
- Choose between manual and electric power based on your duty cycle and infrastructure.
- Verify that any low pro jack complies with both local and international safety standards.
- Consider the total cost of ownership, including maintenance and parts availability.
- Ensure your support structure is professionally assessed before installing any hoist.
Table of Contents
- The Vertical Space Dilemma in Modern Industry
- Step 1: Accurately Assess Your Lifting Requirements and Environment
- Step 2: Demystifying Hoist Mechanics and Configuration
- Step 3: Scrutinizing Safety Standards and Certifications
- Step 4: Evaluating Long-Term Cost, Maintenance, and Supplier Support
- Step 5: Making the Final Selection and Planning for Integration
- Frequently Asked Questions (FAQ)
- Conclusion
- References
The Vertical Space Dilemma in Modern Industry
In the intricate dance of modern manufacturing, warehousing, and maintenance, space is a currency of immense value. Every square meter of floor space is scrutinized for its contribution to workflow and output. Yet, we often neglect to consider the third dimension—the vertical space above our heads—with the same analytical rigor. This oversight becomes particularly acute in facilities with low ceilings, complex overhead pipework, or multi-level mezzanines. It is within these constrained environments that the challenge of lifting and moving heavy objects transforms from a routine task into a complex spatial puzzle. The conventional hoist, a staple of industry for over a century, often proves to be a clumsy and inadequate tool in such situations, its own bulk consuming the very precious headroom it is meant to utilize.
Why Headroom is More Valuable Than Ever in 2025
As we navigate 2025, economic and architectural trends are conspiring to make vertical space more contested than ever. Urban industrial real estate costs are pushing businesses into older, often lower-ceilinged buildings. The drive for lean manufacturing principles encourages the densification of production lines, packing more processes into smaller footprints, which frequently involves building upward with mezzanines and catwalks. In sectors like automotive repair, the shift towards larger vehicles like electric SUVs with underslung battery packs demands greater lift height for service, a demand that is often at odds with the architecture of existing workshops.
This is not a localized issue. From the burgeoning manufacturing hubs in Southeast Asia to the established industrial zones in Russia and the resource-extraction sites in South America and South Africa, the story is the same: the need to lift heavier loads in tighter spaces is a universal operational imperative. The inability to achieve a sufficient lift height can mean the difference between a seamless, efficient process and a costly, dangerous, or altogether impossible one. It can force the adoption of inefficient workarounds, such as using multiple smaller lifts or manually disassembling components, all of which introduce risk and waste time.
Defining the "Low Pro Jack": More Than Just a Hoist
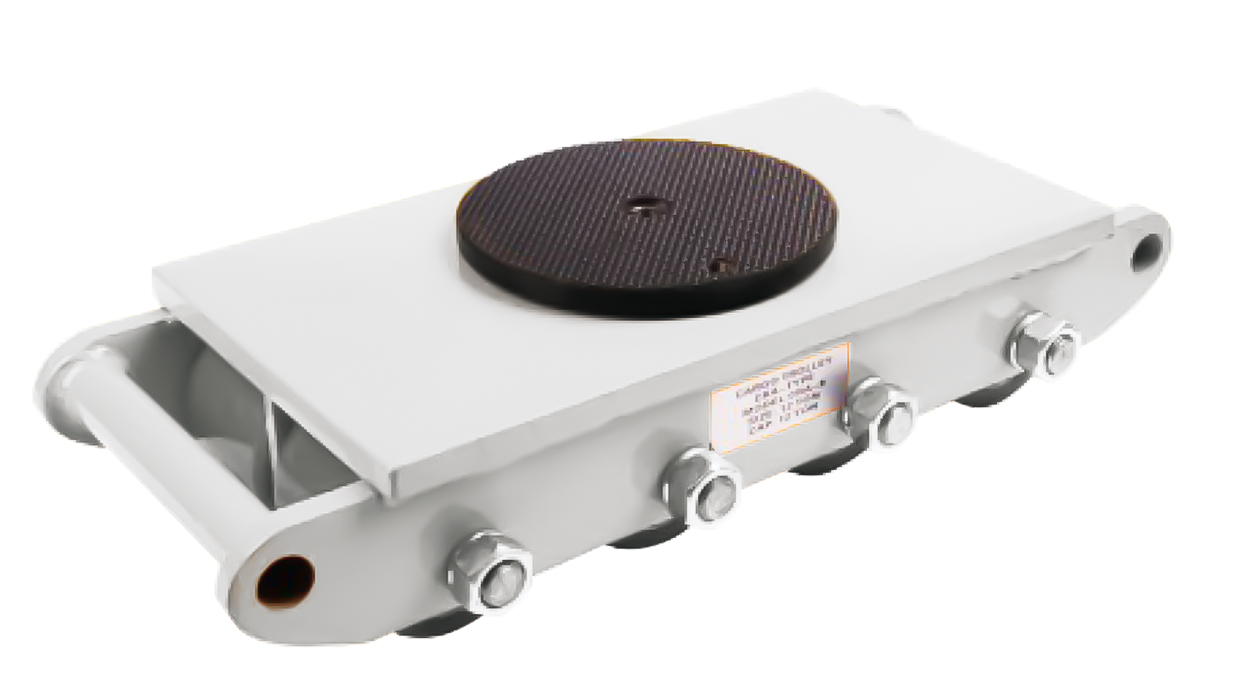
This is the context into which the low pro jack, or what engineers more formally call the low headroom hoist, emerges not as a mere piece of equipment, but as a strategic enabler. What distinguishes this device from its standard counterpart? The answer lies in a clever and fundamental design re-imagination.
A standard hoist is typically a self-contained unit that hangs from a hook on a separate trolley, which in turn runs along the bottom flange of an overhead beam. Think of it as two distinct components stacked vertically: the trolley, then the hoist body below it. The very nature of this arrangement creates a significant "dead space"—the distance from the underside of the beam to the lowest point of the load hook when it is fully retracted. This distance can easily be 600mm or more, a substantial loss of potential lifting height.
The low pro jack fundamentally challenges this stacked configuration. Through ingenious engineering, the hoist body is reoriented to sit alongside the beam, rather than directly underneath it. The trolley wheels and the hoist mechanism are integrated into a single, compact chassis. The load chain or wire rope is offset, running through a guide system that allows the hook to rise to a position almost flush with the bottom of the beam. This design can reduce the required headroom by 50-80% compared to a standard hoist of the same capacity. It is this radical reduction in vertical profile that gives the "low pro" or low profile jack its name and its unique problem-solving power. It's not simply a smaller hoist; it is a smarter hoist, designed from the ground up for spatial efficiency.
A Tale of Two Workshops: Standard vs. Low Headroom Scenarios
To truly appreciate the functional and economic implications, let's engage in a thought experiment. Imagine two identical automotive workshops, both tasked with lifting a 2-ton engine block out of a truck. Both workshops have a ceiling height of 4 meters and an overhead I-beam at 3.8 meters.
Workshop A uses a standard 2-ton electric chain hoist. The hoist itself, when hung from its trolley, has a headroom requirement of 700mm. This means the highest point the load hook can reach is 3.1 meters (3.8m beam height – 0.7m hoist headroom). The engine block, with its lifting chains, requires at least 1 meter of clearance to be safely lifted out of the engine bay. This leaves the mechanic with a maximum lift height of 2.1 meters above the floor. It might be enough, but it's tight. Maneuvering the engine over obstacles becomes a tense, careful operation.
Workshop B invests in a 2-ton low pro jack. This unit has a minimal headroom requirement of just 250mm. The highest point the hook can reach is now 3.55 meters (3.8m beam height – 0.25m hoist headroom). With the same 1-meter clearance needed for the engine, the mechanic now has a working lift height of 2.55 meters. That extra 450mm (almost half a meter) is transformative. It's the difference between anxiously inching the engine over the vehicle's grille and clearing it with confidence. It's the space that allows for better visibility, easier positioning, and a significantly lower risk of accidental damage or injury.
In this simple scenario, the low pro jack didn't just lift the engine; it expanded the workshop's capability, improved its safety profile, and reduced operational stress. Across countless applications, from placing molds in injection-molding machines to servicing pumps in low-ceilinged basements, this same principle applies. The low pro jack buys back vertical space, a non-renewable resource in any fixed facility.
Step 1: Accurately Assess Your Lifting Requirements and Environment
The journey to selecting the perfect low pro jack begins not in a catalog or on a website, but within the four walls of your own facility. The most common and costly mistake is to underestimate the complexity of this initial assessment. It is a process of deep inquiry into the "what, where, and how" of your lifting needs. A superficial glance can lead to purchasing a hoist that is either dangerously under-specified or wastefully over-specified. This first step is the foundation upon which a safe and efficient lifting system is built.
Calculating Load Capacity: Beyond the Maximum Weight
The first question most people ask is, "How much does it need to lift?" While this is the starting point, determining the true required capacity is a more nuanced calculation.
First, identify the absolute maximum weight of any single object you intend to lift. This is your baseline. Do not estimate. Use manufacturer specifications, shipping manifests, or calibrated scales. If you plan to lift a variety of loads, your capacity must be based on the heaviest one. It is a dangerous and often illegal practice to "occasionally" exceed a hoist's rated capacity.
Second, you must consider the weight of any lifting attachments. The rated capacity of a hoist applies to the load hook itself. The weight of slings, spreader beams, clamps, or custom-built jigs must be subtracted from the hoist's capacity to determine the net allowable load. For example, if you use a 100kg spreader beam with a 2-ton (2000kg) hoist, your maximum payload is only 1900kg.
Third, and most critically, one must account for dynamic forces. A hoist rating is for a static, carefully applied load. In the real world, loads are rarely lifted so gently. Sudden starts and stops, slight swinging, or the 'jerking' motion of a poorly controlled lift can introduce dynamic forces that momentarily multiply the effective weight of the load. While a well-designed hoist has a safety factor built in (often 5:1, meaning a 1-ton hoist's components might not fail until 5 tons), this factor is there to handle unforeseen emergencies and material fatigue, not to be consumed by routine poor practice. A good rule of thumb is to select a hoist with a capacity at least 25% greater than your calculated maximum static load. This provides a buffer for minor dynamic effects and ensures the hoist is not constantly working at its absolute limit, which extends its operational life.
Measuring the Critical Dimension: Headroom Explained
With a low pro jack, the single most important measurement is the available headroom. This is defined as the distance from the point where the trolley will be mounted (typically the underside of the I-beam's bottom flange) to the floor or the highest potential obstruction below.
Take this measurement with precision, using a laser measure or a steel tape. Measure in several locations along the beam's intended path, as floors and ceilings are rarely perfectly level. The lowest measurement you record is your absolute maximum available headroom.
Next, you must define your required "working height." This is the highest point the load itself (not the hook) needs to reach. For instance, if you are loading a component onto a machine that is 2.5 meters tall, your working height is 2.5 meters. You also need to account for the height of the load itself, plus the length of the slings or attachments connecting it to the hook.
The calculation is as follows: (Required Working Height) + (Height of Load) + (Length of Slings) = Minimum Required Hook Height.
Your hoist's "headroom" or "profile" (the C-dimension in technical specifications) plus this Minimum Required Hook Height must be less than your available headroom. If it isn't, you either need a low pro jack with an even smaller profile or you must re-evaluate the feasibility of the lift. This simple arithmetic is the gatekeeper to a successful low-headroom lifting operation.
Environmental Considerations: Heat, Dust, and Humidity in Target Regions
A hoist is not a sealed object; it is a machine that breathes and exists within its environment. The conditions in a climate-controlled facility in Europe are vastly different from those in an open-sided workshop in Southeast Asia, a dusty mine in South Africa, or a coastal facility in the Middle East. Failing to account for these environmental factors can lead to premature failure and hazardous situations.
Heat: High ambient temperatures, common in the Middle East and parts of South America, pose a significant threat to electric hoists. Motors generate their own heat during operation. When the ambient temperature is already high, the motor has a much harder time dissipating this internal heat. This can lead to the breakdown of motor winding insulation and eventual burnout. For these environments, look for hoists with a higher insulation class (e.g., Class F or H) and a better thermal protection rating (e.g., a higher Temperature Rise rating). Consider a hoist with a fan-cooled motor or one that is specifically rated for high-temperature service.
Dust and Particulates: In environments like mines, foundries, or desert workshops, abrasive dust is a constant enemy. It can infiltrate gearboxes, contaminating the lubricant and accelerating wear on precision gears. It can work its way into the motor, acting like sandpaper on bearings and windings. It can also foul the contact points in electrical controls and pendants. For such conditions, a hoist with a high Ingress Protection (IP) rating is not a luxury, it is a necessity. An IP rating of IP55 or higher indicates a high degree of protection against dust ingress and protection against water jets, making it suitable for dusty and occasionally washed-down areas.
Humidity and Corrosion: The high humidity of Southeast Asia and coastal regions in South Africa or Brazil creates a perfect storm for corrosion. Rust can attack the load chain, the hoist body, and critical internal components. For these areas, specify a hoist with corrosion-resistant features. This could include a galvanized or stainless steel load chain, a body coated with a marine-grade epoxy paint, and sealed electrical enclosures. Some manufacturers offer specific "corrosion-resistant" packages. While a specialized low profile jack might be made of robust steel, its longevity in a humid climate depends heavily on its protective coatings and seals.
Power Source Practicalities: Manual vs. Electric in Diverse Infrastructures
The choice between a manual (hand chain) hoist and an electric hoist is a fundamental one, dictated by a combination of application, duty cycle, and the available infrastructure.
A manual low pro jack is the essence of simplicity and reliability. It requires no external power, making it ideal for remote locations, construction sites, or areas with unreliable power grids—a real consideration in parts of Russia and South America. They are generally less expensive to purchase and have fewer components to fail. However, their lifting speed is slow, dictated by the physical effort of the operator. They are best suited for maintenance tasks, occasional lifts, or precision positioning where speed is not a factor. Lifting heavy loads manually can also be physically strenuous and may introduce ergonomic risks for the operator.
An electric low pro jack offers speed and convenience, transforming lifting from a physical chore into a push-button operation. This is essential for production lines or any application involving frequent, repetitive lifts. They allow for a smooth, controlled lift that minimizes dynamic loading. However, they are more complex, more expensive, and utterly dependent on a stable and correctly specified power supply. You must verify the available voltage (e.g., 380V, 400V, 415V), phase (single-phase or three-phase), and frequency (50Hz or 60Hz) at your facility. Mismatched power specifications are a primary cause of motor failure.
| Feature | Manual Low Pro Jack | Electric Low Pro Jack |
|---|---|---|
| Power Source | Operator's physical effort | Electricity (specify voltage/phase) |
| Lifting Speed | Slow, variable | Fast, constant (or dual-speed) |
| Duty Cycle | Low frequency, non-production | High frequency, production-oriented |
| Initial Cost | Lower | Higher |
| Portability | Generally lighter and more portable | Heavier, requires power connection |
| Precision | Excellent for fine adjustments | Good, often with dual-speed options |
| Infrastructure | None required | Stable, correct power supply is critical |
| Best For | Maintenance, remote sites, infrequent lifts | Production lines, frequent lifts, speed |
Step 2: Demystifying Hoist Mechanics and Configuration
Once you have a firm grasp of your operational needs, the next step is to look inside the machine itself. Understanding the fundamental mechanics of a low pro jack is not merely an academic exercise; it empowers you to make an informed choice about the configuration that best suits your application. A hoist is a system of interconnected components, and the choices you make for one part will influence the performance of the whole. This is where we move from the "what" to the "how," examining the heart of the lifting mechanism and the ways it can be adapted to your specific runway.
The Heart of the Hoist: Gear Trains and Lifting Mediums
At its core, a hoist is a device for multiplying force. It allows a small electric motor or the gentle pull of a hand chain to lift a load hundreds or thousands of times heavier. This magic is performed by the gear train.
Gear Trains: Imagine trying to push a car by yourself—a difficult task. Now, imagine using a long lever to lift one corner—much easier. Gearing provides a similar mechanical advantage. Inside the hoist's sealed gearbox, a series of gears of different sizes mesh together. The motor turns a small, fast-spinning gear (the pinion), which in turn drives a larger gear. This larger gear turns more slowly but with significantly more torque (rotational force). This process may be repeated through several stages of reduction. The quality of these gears is paramount. Look for gears made from hardened, precision-machined alloy steel. Helical gears are often quieter and smoother in operation than spur gears. The entire assembly should run in a sealed oil or grease bath to ensure continuous lubrication and to carry away heat.
Lifting Mediums (Chain vs. Wire Rope): The force generated by the gear train must be transmitted to the load. In most low headroom hoists, this is done by either a load chain or a wire rope.
- Load Chain: This is the most common medium for hoists in the 1- to 10-ton range. A special, high-strength, case-hardened alloy steel chain is pulled over a pocketed wheel (the load sheave). Chain is incredibly durable, resistant to abrasion, and can tolerate less-than-perfect spooling. It is also easier to inspect for wear and damage. High-quality chains, often Grade 80 or Grade 100, are calibrated to fit the load sheave perfectly, ensuring a smooth, non-slip lift.
- Wire Rope: For very high capacities, very long lifts, or very fast lifting speeds, wire rope is often preferred. A steel cable is wound onto a grooved drum. Wire rope hoists can offer a "true vertical lift," meaning the hook does not travel horizontally as it is raised, which can be important for precision placement. However, wire rope is more susceptible to damage from crushing, kinking, and abrasion, and its inspection requires more specialized knowledge. For most general-purpose low headroom applications, a chain hoist offers a more robust and user-friendly solution.
The Trolley's Role: Push, Geared, or Motorized?
The low pro jack doesn't just lift vertically; it must also travel horizontally along its support beam. This movement is facilitated by the integrated trolley. The choice of trolley type is a critical decision that directly impacts usability, safety, and cost.
| Trolley Type | Method of Movement | Best Use Case | Pros | Cons |
|---|---|---|---|---|
| Push Trolley | Operator pushes or pulls the load | Light loads (< 2 tons), short travel distances, infrequent moves | Simple, lowest cost, no power needed | Impractical for heavy loads, risk of load swing, difficult to position precisely |
| Geared Trolley | Operator pulls a hand chain connected to a gear mechanism on the trolley wheels | Loads up to 5 tons, where precise positioning is needed | Excellent control, easy to move heavy loads, safer than pushing | Slower than a push or motorized trolley, requires operator effort |
| Motorized Trolley | An electric motor drives the trolley wheels, controlled by the pendant | Heavy loads, long travel distances, frequent moves, production environments | Fast, effortless, very safe, can be dual-speed or variable speed | Highest cost, adds weight, requires power, more maintenance |
Push Trolley: This is the simplest configuration. The operator simply pushes or pulls the suspended load to move it along the beam. This is only suitable for lighter loads (typically under 2 tons) and short distances. Attempting to push a heavy, swinging load is both difficult and dangerous.
Geared Trolley: This is a significant step up in control and safety. A hand chain hangs down from the trolley. When the operator pulls this chain, it turns a series of gears that drive the trolley's wheels. This provides a mechanical advantage, allowing a heavy load to be moved and positioned with minimal physical effort and maximum precision. This is an excellent choice for maintenance shops or applications where loads are heavy but moves are infrequent.
Motorized Trolley: For production lines or any scenario involving frequent, long-distance moves, a motorized trolley is the only logical choice. A dedicated electric motor, controlled from the same pendant as the hoist, drives the trolley. This provides fast, effortless, and safe horizontal travel. Most motorized trolleys offer dual-speed or even variable frequency drive (VFD) control, allowing for rapid traversing over long distances and then a slow, creep speed for final, precise positioning.
Understanding Suspension: Hook-Mounted vs. Lug-Mounted Systems
While the term 'low pro jack' usually implies an integrated trolley, it's useful to understand the different ways hoists can be suspended, as it informs the overall design philosophy.
- Hook-Mounted: This is the standard for most portable hoists. The top of the hoist body has a sturdy hook, which is then attached to a trolley or a fixed anchor point. This offers flexibility, as the hoist can be easily removed and used elsewhere. However, this hook-on-hook arrangement is what creates the large headroom requirement that the low pro jack is designed to eliminate.
- Lug-Mounted: In this configuration, the hoist body has a fixed mounting bracket (a lug) instead of a top hook. This lug is then bolted directly to a trolley or a fixed structure. This is a more permanent installation, but it reduces the headroom compared to a hook-mounted version.
- Integrated Trolley (The True Low Pro Jack): This is the ultimate evolution for low headroom applications. There is no separate hoist and trolley. The entire mechanism—hoisting motor, gearbox, chain, and trolley wheels—is built into a single, low-profile chassis. This is not a "suspension type" in the traditional sense, but a complete design philosophy that achieves the lowest possible profile by eliminating the vertical stacking of components. When you are seeking a low pro jack, you are almost always seeking a hoist with an integrated trolley.
By understanding these mechanical elements, you are no longer just a buyer choosing from a list of features. You become an informed specifier, capable of configuring a machine that is a perfect mechanical match for the task at hand.
Step 3: Scrutinizing Safety Standards and Certifications
In the world of overhead lifting, gravity is a relentless and unforgiving force. A failure is never a minor incident. It is for this reason that the selection of a low pro jack must be guided not by features and price alone, but by a rigorous examination of its safety credentials. Purchasing a hoist is an act of trust—trust that the manufacturer has designed, built, and tested the equipment to withstand the immense forces it will be subjected to. This trust should not be given freely; it must be earned and verified through internationally recognized standards and certifications. Ignoring this step is to gamble with property, productivity, and, most importantly, human lives.
Navigating the Alphabet Soup: ISO, ASME, and Regional Standards
The world of hoist safety is governed by a collection of standards bodies, each with its own set of comprehensive regulations. While this can seem like a confusing "alphabet soup" of acronyms, understanding the most prominent ones is essential.
ASME (American Society of Mechanical Engineers): The ASME B30 series of safety standards is one of the most respected and widely adopted in the world, particularly in North and South America. The key document for our purposes is ASME B30.16, Overhead Hoists (Underhung). This standard covers the construction, installation, operation, inspection, and maintenance of chain and wire rope hoists. A hoist that claims compliance with ASME B30.16 has been designed to meet strict criteria regarding safety factors, material strength, braking performance, and overload protection.
ISO (International Organization for Standardization): ISO standards are prevalent in Europe, the Middle East, and Asia. Several ISO standards apply to hoists, including the ISO 4301 series for classifying cranes and hoists based on their duty cycle, and ISO 8686 for crane design principles. Compliance with relevant ISO standards indicates that the hoist meets a global benchmark for safety and quality.
Regional and National Standards: Many countries or regions also have their own specific standards, which often build upon or reference ASME or ISO standards. For example, the European Union requires products like hoists to carry a CE mark, indicating conformity with health, safety, and environmental protection standards. In Russia, equipment may need to comply with GOST standards. When purchasing a low pro jack for a specific region, it is vital to ensure it meets not only the major international standards but also any local mandatory regulations. A reputable supplier should be able to provide documentation of compliance for your specific market.
Do not accept a manufacturer's verbal claim of compliance. Always demand a certificate of conformity that explicitly lists the standards the hoist meets. This document is your proof that the equipment has been designed and constructed with safety as a primary consideration.
Essential Safety Features: Overload Protection, Limit Switches, and Braking Systems
Beyond general compliance, a modern, safe low pro jack should be equipped with several specific, non-negotiable safety features. These are the active and passive systems that protect the operator, the load, and the hoist itself.
Overload Protection: This is arguably the single most important safety feature. An overload device prevents the operator from lifting a load that exceeds the hoist's rated capacity. There are two common types:
- Mechanical Overload Clutch (Friction Clutch): This is the most common and reliable type. Inside the hoist, a series of friction discs are held together by spring pressure. Under normal loads, the clutch transmits power from the motor to the gears. If an overload is attempted, the force required to lift the load overcomes the spring pressure, causing the discs to slip. The motor will run, but the chain will not lift. This provides a clear, physical indication of an overload without allowing a dangerous lift to proceed.
- Electronic Overload Sensor: Some hoists use a load cell or current sensor to detect an overload. When an overload is detected, the sensor sends a signal to the controls to cut power to the lifting motor.
A hoist without a reliable overload protection device is an unacceptable risk in any professional environment.
Limit Switches: These devices prevent the hoist from damaging itself or creating a dangerous situation at the extreme ends of its travel.
- Upper and Lower Limit Switches: An upper limit switch stops the lifting motion before the hook block can crash into the hoist body, an event that can damage the hoist or sever the load chain. A lower limit switch prevents the hoist from running out all of its chain, ensuring that a safe number of wraps (usually a minimum of two) remain on the load sheave.
- Trolley Travel Limit Switches: On motorized trolleys, these switches prevent the trolley from crashing into the end stops of the beam.
Braking Systems: Every electric hoist must have a reliable braking system to hold the load securely when the motor is not running. The most common type is a DC electromagnetic brake. When the lift button is pressed, power is sent to both the motor and a solenoid that disengages the brake. When the button is released, or in the event of a power failure, power to the solenoid is cut, and powerful springs instantly engage the brake, locking the load in place. This "fail-safe" design is a critical safety requirement. Many high-quality hoists also feature a secondary mechanical load brake (like a Weston-style brake) that provides redundant load control, adding another layer of security. The quality and reliability of these braking systems are paramount.
The Importance of Material Traceability and Load Chain Integrity
The single point of connection between a multi-ton load and the overhead structure is the load chain. Its integrity is not something to be taken for granted. High-quality load chain is an engineering marvel, not just a simple string of metal links.
Material and Manufacturing: Reputable manufacturers use a specific grade of alloy steel, carefully selected for its strength, ductility, and resistance to fatigue. The chain is formed, welded, and then undergoes a precise heat-treatment process (case hardening) to create a link with an incredibly hard, wear-resistant outer surface and a softer, more ductile core. The hard surface resists the friction and wear of passing over the load sheave, while the ductile core allows the chain to absorb shock loads without fracturing.
Traceability: Each batch of high-quality load chain should be traceable back to its origin. This means the manufacturer can track the specific coil of steel it came from, the date it was manufactured, and the results of the quality control tests it underwent. This traceability is your assurance that the chain is not a counterfeit or a lower-grade product. A low headroom lifting solution from a trusted brand will always use chain that is marked, graded, and fully traceable.
Inspection is Key: The chain is a wearing part. Regular inspection by a trained person is mandatory. They will look for signs of wear, nicks, gouges, stretching (an indicator of overloading), and corrosion. ASME B30.16 and other standards provide specific rejection criteria. A hoist is only as strong as its chain, and that chain's health must be continuously monitored.
Choosing a low pro jack is a decision that carries significant weight, both literally and figuratively. By prioritizing hoists that are built to recognized international standards, equipped with modern safety features, and use high-integrity, traceable components, you are making a foundational investment in the safety and well-being of your workplace.
Step 4: Evaluating Long-Term Cost, Maintenance, and Supplier Support
A wise investment is one that is judged not by its initial price tag, but by its value and performance over its entire lifespan. A low pro jack is not a disposable tool; it is a piece of capital equipment that should be expected to provide safe and reliable service for many years, if not decades. A cheap hoist that fails prematurely or is constantly out of service for repairs is far more expensive than a quality unit with a higher initial cost. This step requires a shift in perspective, from that of a buyer to that of an asset manager, considering the total economic picture of your lifting solution.
Total Cost of Ownership (TCO): Beyond the Initial Purchase Price
The purchase price of a low pro jack is only one component of its true cost. A comprehensive evaluation must include all the expenses that will be incurred over the hoist's operational life. This is the Total Cost of Ownership (TCO).
TCO = Initial Purchase Price + Installation Costs + Energy Costs + (Annual Maintenance Costs x Years of Service) + (Cost of Downtime x Probability of Failure) – Salvage Value
Let's break this down:
- Initial Purchase Price: This is the most obvious cost. However, comparing prices is only meaningful between hoists of equivalent quality, safety certification, and features. A low price may be a red flag for inferior materials, a lack of safety features, or non-compliance with standards.
- Installation Costs: This includes the labor to mount the hoist, run the electrical supply, and test the unit. It also includes the cost of any required structural modifications or the services of an engineer to certify the support structure.
- Energy Costs: For an electric hoist used frequently in a production setting, the energy consumption can be a measurable operating cost over time. More efficient motors and drive systems can offer long-term savings.
- Maintenance and Spare Parts: This is a major, often underestimated, cost. A well-built hoist from a reputable manufacturer will have a predictable maintenance schedule and readily available, reasonably priced spare parts. A "bargain" hoist may have proprietary parts that are difficult or impossible to source, potentially turning a simple repair (like a new brake coil) into a reason to scrap the entire unit. You must factor in the cost of routine inspections, lubrication, and the eventual replacement of wear parts like the load chain, brake components, and contactors.
- Cost of Downtime: This is the most significant and most frequently ignored cost. What is the financial impact on your business if a critical hoist is out of service for a day? A week? In a manufacturing line, the lost production can run into thousands or tens of thousands of dollars per hour. The cost of a single hour of downtime can easily exceed the entire purchase price of the hoist. A higher-quality, more reliable hoist with strong supplier support is a form of insurance against this catastrophic cost.
When you analyze the TCO, the slightly more expensive, higher-quality low pro jack often emerges as the far more economical choice over the long term.
Developing a Proactive Maintenance Schedule
A hoist does not fail suddenly without warning. Failure is a process, and proactive maintenance is the practice of intervening in that process. Waiting for something to break is a reactive, dangerous, and expensive strategy. A proactive maintenance schedule, based on the manufacturer's recommendations and your specific operating conditions, is essential.
A typical maintenance program, as outlined in standards like ASME B30.16, involves several levels of inspection:
- Pre-Shift Inspection (Every Day): A quick visual and functional check performed by the operator before the first lift of the day. This includes checking the controls, looking for obvious damage, and ensuring the limit switches and brake function correctly.
- Frequent Inspection (Monthly): A more detailed visual inspection performed by a designated person. This involves checking the entire length of the load chain for wear, nicks, or stretching, inspecting the hook and safety latch, and looking for any signs of fluid leaks or unusual noises. Records should be kept of these inspections.
- Periodic Inspection (Annually): A thorough, hands-on inspection performed by a qualified technician. This may involve opening inspection covers, checking gear lubrication, measuring brake components for wear, and performing a load test to verify the function of the overload clutch and brake. This is a comprehensive health check for your hoist.
Adhering to a disciplined maintenance schedule does more than just comply with regulations; it catches small problems before they become big, dangerous ones. It extends the life of the equipment, ensures its reliability, and is a cornerstone of a safe lifting culture.
The Supplier as a Partner: Assessing After-Sales Support and Spare Parts Availability
When you buy a low pro jack, you are not just buying a machine; you are entering into a long-term relationship with the manufacturer and their local distributor. The quality of this support network is as important as the quality of the hoist itself.
Before you purchase, ask some hard questions:
- Spare Parts: Do you stock critical spare parts locally? What is the lead time for parts that are not in stock? Can you provide a list of common wear parts and their prices? A supplier who cannot give clear answers to these questions is a major red flag. For operators in remote areas of Russia, South Africa, or the Amazon basin, the logistics of getting a spare part can be a huge challenge. A supplier with a robust, regional distribution network is invaluable.
- Technical Support: Do you have trained technicians who can provide service and troubleshooting, either in person or over the phone? Is there a local or regional service center? Can they provide technical documentation, such as wiring diagrams and parts breakdowns?
- Warranty: What does the warranty cover, and for how long? More importantly, what is the process for making a warranty claim? A long warranty is meaningless if the claim process is difficult or the supplier is unresponsive.
A good supplier acts as a partner in your success. They will help you select the right hoist, provide support during installation, and be there for you with parts and expertise for years to come. This partnership is a critical component of the hoist's long-term value.
Case Study: The Economic Impact of Downtime in a South African Mine
Consider a platinum mine near Rustenburg, South Africa. A 5-ton low pro jack is used in an underground maintenance bay to service heavy earth-moving equipment. The hoist was purchased on the basis of low initial cost from an unknown supplier. During a critical repair, the hoist's brake fails. The load does not drop, but the hoist is now unusable. The local supplier has no spare brake assemblies in stock and gives a lead time of 6-8 weeks from an overseas factory.
The mining vehicle, worth millions of dollars, is now stuck in the maintenance bay, out of production. The mine's daily production loss from this single vehicle is tens of thousands of dollars. The cost of the downtime for just two days eclipses the entire purchase price of the hoist. The mine is forced to hire an expensive mobile crane to complete the repair. The "cheap" hoist has become an incredibly expensive liability. A nearby mine, using a hoist from a reputable manufacturer with a strong local service center, experiences a similar issue. A technician is on-site within hours with the correct parts, and the hoist is back in service by the end of the shift. This stark contrast illustrates the profound economic wisdom of investing in quality and support, not just a low price.
Step 5: Making the Final Selection and Planning for Integration
After a thorough process of assessment, mechanical analysis, safety verification, and long-term cost evaluation, you arrive at the final and most critical phase: making the decision and preparing for the hoist's arrival. This is not a simple matter of clicking "buy." It is a methodical process of comparing your best options, ensuring your facility is ready, and, most importantly, preparing your people. A successful integration turns a piece of hardware into a seamless and productive part of your workflow.
Comparing Finalist Models: A Decision Matrix Approach
By this point, you have likely narrowed your choices down to two or three models from reputable manufacturers. Instead of relying on gut feeling, a structured decision matrix can bring clarity and objectivity to your final choice. This is a simple but powerful tool.
Create a table. In the first column, list the criteria that are most important to you. These should be drawn from your work in the previous steps. In the subsequent columns, list your finalist hoist models. Then, score each model against each criterion, perhaps on a scale of 1 to 5.
Here is an example of a simple decision matrix:
| Criterion | Hoist A (Premium) | Hoist B (Mid-Range) | Hoist C (Budget) |
|---|---|---|---|
| Compliance (ASME/ISO) | 5 | 5 | 3 |
| Headroom (C-Dimension) | 5 (220mm) | 4 (250mm) | 4 (260mm) |
| Safety Features | 5 (All) | 4 (Basic) | 2 (No overload) |
| Duty Cycle Rating | 5 (H4) | 4 (H3) | 3 (H2) |
| Local Parts/Support | 5 (Excellent) | 3 (Fair) | 1 (None) |
| Initial Price | 2 (High) | 4 (Medium) | 5 (Low) |
| TCO (5-Year Estimate) | 5 (Lowest) | 3 (Medium) | 1 (Highest) |
| Total Score | 32 | 27 | 19 |
In this example, even though Hoist A has the highest initial price (and thus a low score in that category), it scores highest overall because of its superior safety, lower estimated TCO, and excellent local support. This method forces you to weigh all factors logically and provides a defensible rationale for your final decision.
Pre-Installation Checks: Ensuring Your Structure Can Support the Load
You have selected your hoist. Before it arrives, you must ensure you have a safe place to install it. A low pro jack, along with its maximum rated load, exerts a tremendous, focused force on the overhead support structure. It is absolutely imperative that this structure is capable of bearing that load with a significant safety margin.
Do not assume your beam is strong enough.
The load calculation is not simple. It must account for:
- The total static load: The weight of the hoist itself plus its maximum rated capacity.
- The weight of the beam itself over its unsupported span.
- Dynamic forces from lifting, lowering, and trolley travel.
- The specific location of the load on the beam (a load in the center of a long span exerts far more stress than a load near a support column).
This assessment must be performed by a qualified structural engineer. They will analyze the size, material, and span of your I-beam, as well as the columns and footings that support it. They may perform calculations, and in some cases, non-destructive testing. At the conclusion of their assessment, they will provide a certified statement of the beam's maximum allowable capacity. The capacity of your hoist must never exceed this certified structural capacity. The engineer may also specify the need for reinforcing the beam or its supports. Ignoring this step is negligent and can lead to catastrophic structural failure.
Training and "Competent Person" Designation: A Non-Negotiable
The safest hoist in the world can become dangerous in the hands of an untrained operator. The arrival of a new low pro jack is the perfect opportunity to implement or refresh a comprehensive training program for all personnel who will use or work near the hoist.
Training should cover, at a minimum:
- Hoist Operation: Correct use of the pendant controls, including dual-speed functions and the emergency stop.
- Pre-Shift Inspection: How to perform the daily checks methodically.
- Rigging Practices: Proper techniques for attaching loads, selecting the right slings, calculating sling angles, and identifying the load's center of gravity.
- Understanding Safety Features: What the overload clutch feels/sounds like, the function of the limit switches, and what to do in case of a power failure.
- Recognizing Hazards: Identifying pinch points, avoiding load swing, and never walking or working under a suspended load.
Furthermore, standards like ASME and OSHA (in the US) require the designation of a "competent person". This is an individual who, through training and experience, has the knowledge to identify existing and predictable hazards in the workplace and has the authority to take prompt corrective measures to eliminate them. This person is often responsible for conducting the frequent (monthly) inspections and maintaining the inspection records. Investing in formal, certified training for your operators and designated inspectors is not an expense; it is a fundamental component of a safe lifting program.
Future-Proofing Your Investment: Considering Scalability and Upgrades
When making your final selection, give some thought to the future. Are your lifting needs likely to change in the next five to ten years?
- Scalability: If you anticipate needing to lift slightly heavier loads in the future, it might be wise to select a hoist with a capacity that is a step above your current maximum need. The cost difference is often marginal compared to the cost of replacing the entire unit later.
- Upgradability: Consider a hoist from a manufacturer that offers modular components. For example, could you upgrade from a single-speed to a dual-speed trolley later? Could you add a radio remote control system to replace the pendant? Choosing a platform that allows for future upgrades can extend the useful life of your investment and allow it to adapt to your evolving business needs.
By taking these final steps, you ensure that your carefully selected low pro jack is not just properly installed, but is integrated into a complete system of structural integrity, operational competence, and forward-thinking asset management. This holistic approach is what transforms a simple purchase into a lasting solution.
Frequently Asked Questions (FAQ)
What is the main difference between a standard hoist and a low pro jack? The primary difference is design and the resulting headroom requirement. A standard hoist hangs below a trolley, creating a significant vertical distance from the beam to the hook. A low pro jack, or low headroom hoist, integrates the hoist and trolley into one compact unit that runs alongside the beam, drastically reducing this distance and maximizing the available lifting height in spaces with low ceilings.
Can I use a low headroom hoist in an outdoor or corrosive environment? Yes, but you must specify a hoist designed for such conditions. Look for models with enhanced corrosion protection, such as marine-grade paint, galvanized or stainless steel load chains, and sealed electrical enclosures with a high IP (Ingress Protection) rating, like IP65, to protect against dust and water.
How often should I inspect my low pro jack? Inspections should occur at three levels. An operator should perform a quick pre-shift visual and functional check every day. A designated, trained person should conduct a more thorough, documented "frequent" inspection at least monthly. Finally, a qualified technician should perform an in-depth "periodic" inspection annually, which may involve some disassembly.
Is a manual or electric low pro jack better for my needs? This depends on your application. A manual hoist is best for infrequent lifts, maintenance tasks, or locations without reliable power. It offers precision but is slow. An electric hoist is essential for production environments with frequent, repetitive lifts where speed and efficiency are important. It requires a stable and correct power supply.
What does "duty cycle" mean and why is it important for an electric hoist? Duty cycle is a classification (e.g., H2, H3, H4 per ASME) that defines how often and for how long a hoist can be used without overheating. It considers factors like a number of lifts per hour, lifting distance, and percentage of time the motor is running. A light-duty hoist (H2) is for maintenance, while a heavy-duty production hoist (H4) can run for a much larger portion of the workday. Choosing a hoist with a duty cycle rating that is too low for your application will lead to premature motor failure.
Can I increase the capacity of my hoist later? No, you can never modify a hoist to lift more than its original manufacturer-rated capacity. The capacity is determined by the weakest link in the system, including the gears, brake, chain, and frame. Attempting to "uprate" a hoist is extremely dangerous, voids the warranty, and violates safety regulations. If you need a higher capacity, you must purchase a new hoist rated for that load.
What are the key signs that a load chain needs replacement? A qualified inspector should check the chain, but key signs include measurable stretching (elongation), wear at the contact points between links, nicks, gouges, twists, bent links, and any signs of corrosion or heat damage. Safety standards provide specific measurement criteria for wear and stretch that dictate when a chain must be removed from service.
Conclusion
The selection of a low pro jack is a far more profound task than simply acquiring a tool. It is a comprehensive process of self-assessment, technical inquiry, and strategic planning. We have journeyed through the critical steps, from the foundational work of calculating loads and measuring spaces, to demystifying the intricate mechanics of gears and trolleys. We have navigated the essential world of safety standards, recognizing that compliance is the bedrock of a secure workplace. Furthermore, we have adopted the perspective of a long-term asset manager, understanding that the true cost of a hoist is measured over its lifetime, not by its initial price, and that a strong supplier relationship is a vital part of its value.
The final decision rests on a logical synthesis of these factors, culminating not just in a purchase, but in the safe and thoughtful integration of a vital piece of equipment into your operational ecosystem. A low pro jack is more than steel and electricity; when chosen correctly, it is an investment in efficiency, a commitment to safety, and an elegant solution to the persistent challenge of vertical space. By following this methodical path, you equip your facility not just with a hoist, but with the capability and confidence to lift, build, and produce, even where the ceiling is low.
References
American Society of Mechanical Engineers. (2022). ASME B30.16-2022: Overhead Hoists (Underhung). ASME.
Juvinall, R. C., & Marshek, K. M. (2017). Fundamentals of machine component design (6th ed.). John Wiley & Sons. +of+Machine+Component+Design%2C+6th+Edition-p-9781119092873
Nisbett, R. (2018). SKF bearing maintenance and reliability. SKF Group.
Rizzoni, G. (2022). Principles and applications of electrical engineering (7th ed.). McGraw-Hill. https://wwwem.sangju.ac.kr/upload/sub3_3/Principles%20and%20Applications%20of%20Electrical%20Engineering.pdf
Verma, A. P. (2015). A brief review of gear and gear trains. International Journal of Engineering Research and General Science, 3(2), 1162-1173.
Wittel, H., Muhs, D., Jannasch, D., & Voßiek, J. (2015). Roloff/Matek: Machine elements (22nd ed.). Springer Vieweg. https://doi.org/10.1007/978-3-658-09590-4
Zhang, S., Liu, C., & Zhu, Z. (2018). Reliability analysis of hoisting machinery based on fault tree and Bayesian network. Advances in Mechanical Engineering, 10(7). https://doi.org/10.1177/1687814018789505