Abstract
The selection of lifting equipment for vehicle manufacturing represents a decision of profound consequence for operational efficacy, worker safety, and long-term profitability. This document provides a detailed examination of the multifaceted considerations inherent in choosing appropriate automotive assembly hoists. It moves beyond rudimentary specifications to explore the nuanced interplay between load capacity, duty cycle, hoist typology, and control system precision. The analysis extends to the imperative of integrating robust safety features compliant with international standards, assessing material durability against specific environmental conditions, and ensuring seamless integration with existing overhead structures. It posits that a holistic evaluation, encompassing the total cost of ownership rather than the initial acquisition price, is fundamental. By framing the choice as a strategic investment in the assembly line's mechanical integrity and human well-being, this guide serves as an essential resource for plant managers and engineers, particularly within the dynamic manufacturing landscapes of South America, Russia, Southeast Asia, the Middle East, and South Africa.
Key Takeaways
- Evaluate load capacity and duty cycle together to prevent premature wear and failure.
- Select the hoist type—electric, manual, or pneumatic—based on the specific application's demands.
- Prioritize variable speed controls for precise positioning and enhanced operational safety.
- Ensure all automotive assembly hoists and components meet or exceed international safety standards.
- Consider the total cost of ownership, including maintenance, parts, and potential downtime.
- Verify supplier reliability, focusing on after-sales support and technical expertise.
- Plan for future production needs by selecting hoists with adequate capacity for heavier models.
Table of Contents
- Factor 1: Load Capacity and Duty Cycle Requirements
- Factor 2: Hoist Type and Power Source Selection
- Factor 3: Precision, Speed, and Control Systems
- Factor 4: Safety Features and Regulatory Compliance
- Factor 5: Durability, Environment, and Maintenance
- Factor 6: Integration with Overhead Structures
- Factor 7: Total Cost of Ownership and Supplier Reliability
- Frequently Asked Questions (FAQ)
- Conclusion
- References
Factor 1: Load Capacity and Duty Cycle Requirements
The process of selecting an automotive assembly hoist begins with the most apparent parameter: how much weight it can lift. Yet, to treat load capacity as a simple number on a specification sheet is to fundamentally misunderstand the dynamic and demanding environment of a modern vehicle production line. The true capacity of a hoist is a concept deeply intertwined with the nature of its work, a reality that requires a more thoughtful and analytical approach.
Understanding Load Capacity Beyond Maximum Weight
Imagine a weightlifter. There is a profound difference between lifting a maximum weight once and lifting a significant, but lesser, weight repeatedly for hours. The first is a test of peak strength; the second is a test of endurance. An automotive assembly hoist lives in the world of endurance. The "rated capacity" or "Safe Working Load" (SWL) is the absolute maximum mass the hoist is designed to lift. However, the day-to-day reality involves not just static loads but dynamic ones. The acceleration and deceleration of the load, however smooth, introduce forces that exceed the object's simple dead weight.
Therefore, a critical aspect of selection involves a generous safety factor. Industry standards, such as those from the American Society of Mechanical Engineers (ASME), often mandate design factors of 5:1 or higher, meaning the hoist's breaking strength is at least five times its rated capacity (ASME, 2021). This margin accounts for unforeseen dynamic forces, minor overloads, and the gradual wear of components over time. When considering future vehicle programs, especially with the rise of electric vehicles (EVs) and their heavy battery packs, choosing a hoist based only on current needs is a short-sighted strategy. A plant manager must project future weight requirements to avoid costly replacements down the line.
Deciphering Duty Cycle Classifications
If load capacity is the "what," then the duty cycle is the "how often" and "how hard." A hoist's duty cycle classification is perhaps the most critical and frequently overlooked specification. It is a standardized measure of the hoist's endurance, defining its suitability for different levels of operational intensity. Organizations like the Hoist Manufacturers Institute (HMI) and the International Organization for Standardization (ISO) provide classifications that consider several variables: the average operating time per day, the number of starts and stops per hour, and the load spectrum (the proportion of lifts at or near maximum capacity).
For example, a hoist used for infrequent maintenance tasks might be classified for light duty (e.g., HMI H2). It is designed for a low number of lifts per hour at varying loads. Conversely, a hoist on the main assembly line, lifting a chassis or engine every 90 seconds for two shifts, requires a severe-duty classification (e.g., HMI H4 or H5). Using a light-duty hoist in a severe-duty application is a direct path to premature failure of motors, brakes, and gearboxes, leading to unscheduled downtime and significant safety risks. The table below illustrates a simplified comparison of duty cycle classes, demonstrating the escalating demands they represent.
| Duty Cycle Class (HMI) | Typical Application | Max. Operating Time | Starts/Stops per Hour | Load Spectrum |
|---|---|---|---|---|
| H2: Light | Maintenance, Repair Shops | 12.5% of work period | Up to 150 | Randomly varied loads |
| H3: Standard | General Machining/Fabrication | 25% of work period | Up to 200 | Randomly varied loads |
| H4: Heavy | Main Assembly Lines, Foundries | 50% of work period | Up to 300 | Consistently near capacity |
| H5: Severe | High-Volume Production, Grabs | Continuous operation | 300+ | Consistently at capacity |
Choosing the correct duty cycle is an exercise in honesty about your operational tempo. It demands a thorough analysis of production targets, shift patterns, and the specific role the hoist will play in the complex choreography of the assembly line.
Future-Proofing Your Capacity Needs
The automotive industry is in a state of constant evolution. The shift toward electrification is a prime example, introducing components like large, dense battery packs that can weigh over 500 kg (Lutsey, 2018). An assembly line configured for internal combustion engine vehicles may find its lifting equipment under-specified for the next generation of products. When selecting automotive assembly hoists, it is not merely a purchase for today but an investment in the plant's capability for the next decade. A forward-thinking approach involves calculating the maximum potential load of future models and selecting a hoist that can accommodate that weight within its safe working load, ensuring the equipment remains a viable asset rather than becoming a production bottleneck.
Factor 2: Hoist Type and Power Source Selection
Once the demands of load and frequency are understood, the next logical step is to determine the most suitable type of hoist for the task. The choice between electric, manual, or even pneumatic power is not a matter of simple preference but a strategic decision based on the application's requirements for speed, precision, location, and safety. Each type possesses a distinct character and set of capabilities, making it the right tool for some jobs and an inefficient or unsafe choice for others.
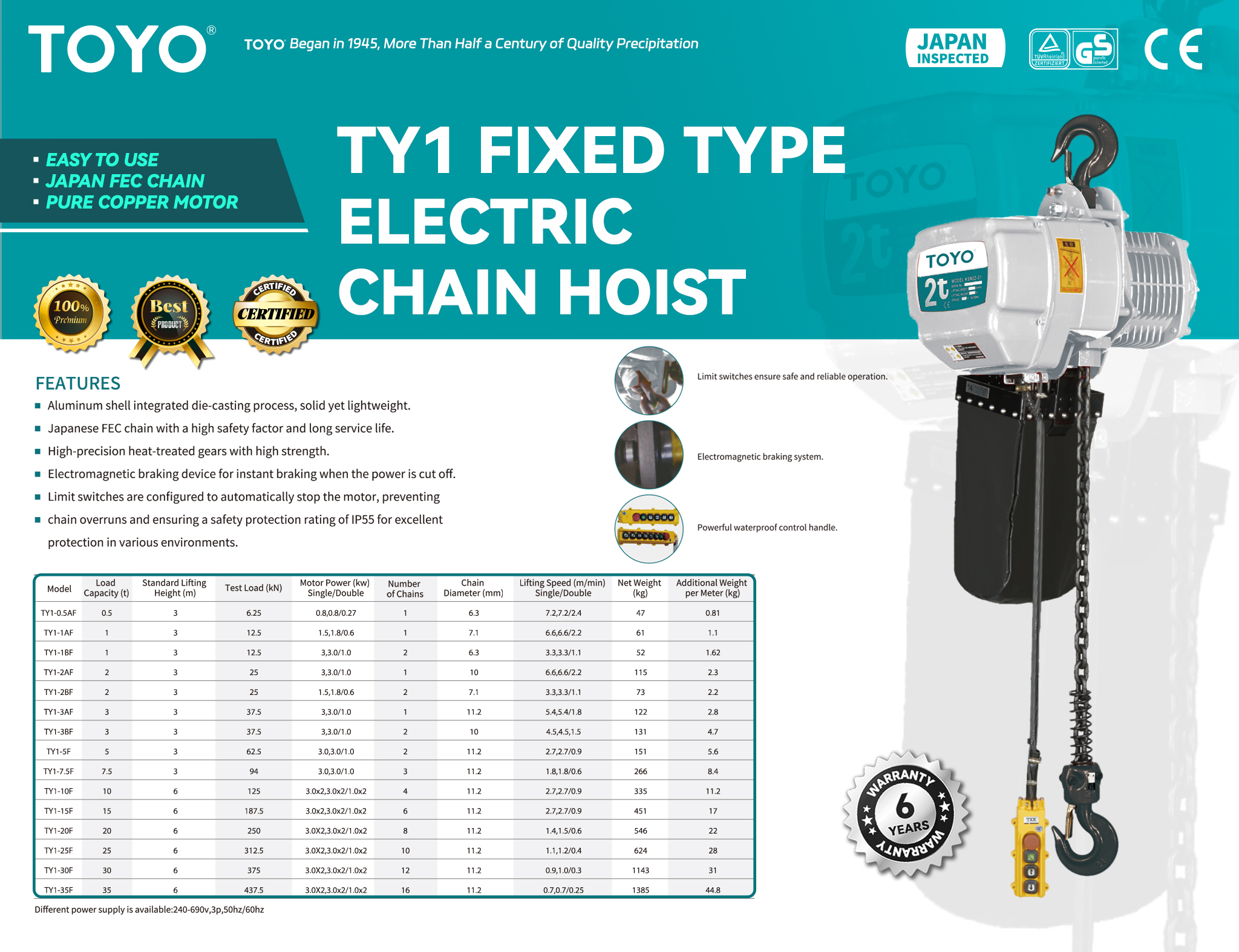
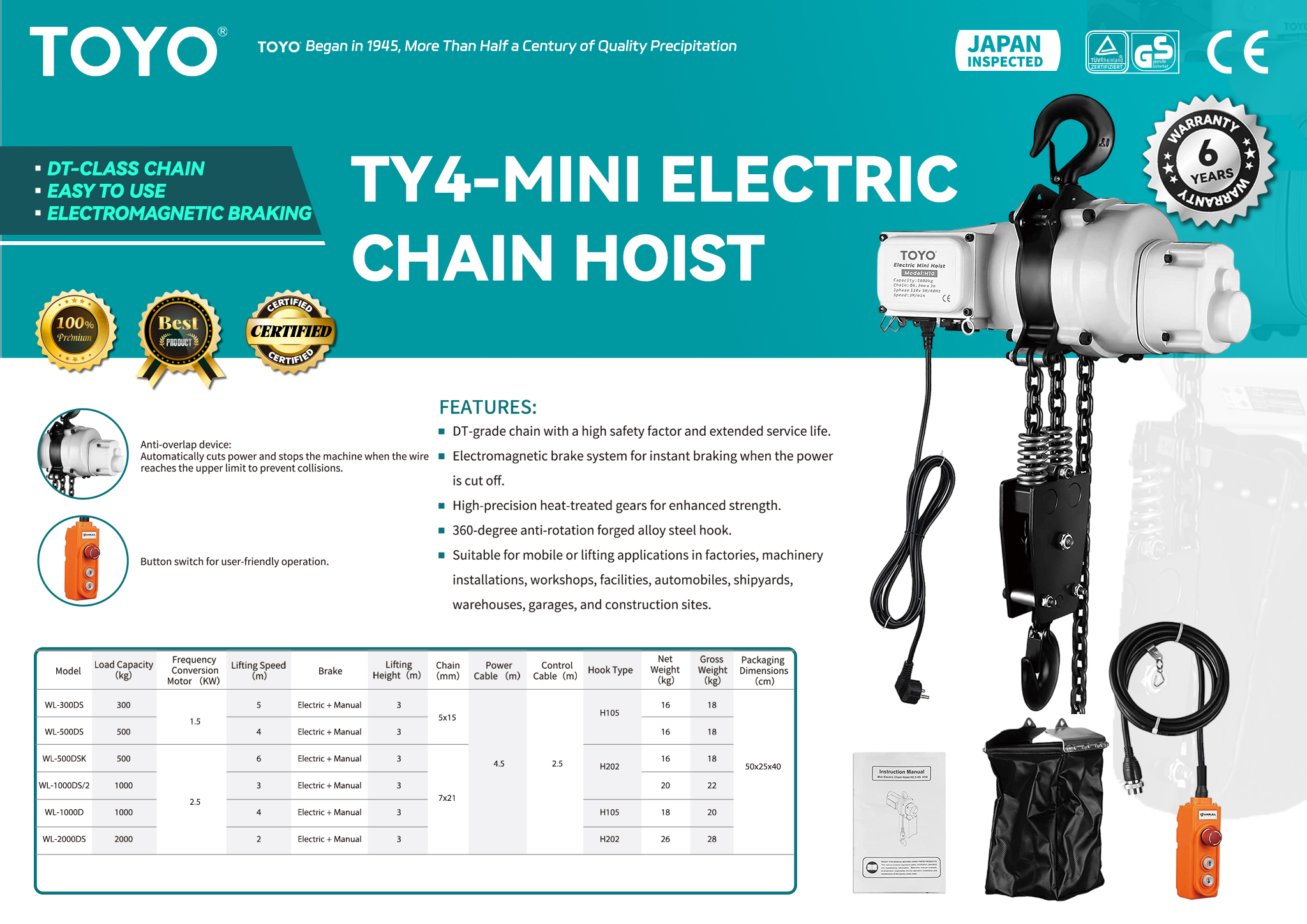
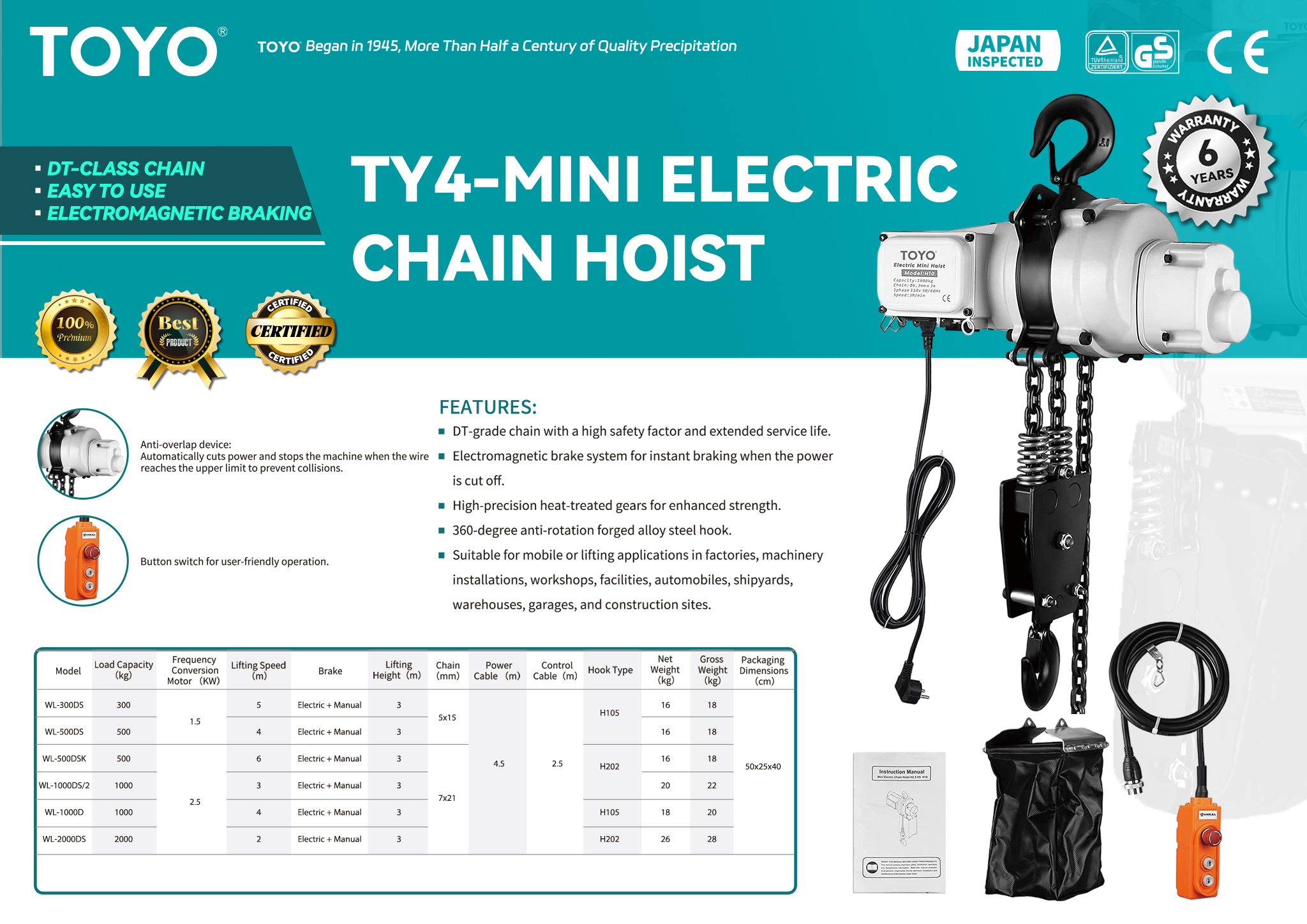
Electric Chain Hoists: The Assembly Line Workhorse
For the primary tasks on a modern automotive assembly line—lifting engines into chassis, mounting doors, or positioning dashboards—the electric chain hoist is the undisputed standard. Its primary virtue is the combination of speed and endurance with reduced operator fatigue. Unlike a manual hoist, which relies on the physical exertion of a worker, an electric hoist performs lifts and lowers with the push of a button. This allows for faster, more consistent cycle times, which is the lifeblood of a high-volume production environment.
Powering these units typically involves either single-phase or three-phase electrical supplies. For heavy-duty, continuous applications common in automotive plants, three-phase power is the standard choice due to its efficiency and ability to provide more consistent power for demanding motors. The selection of an electric chain hoist is an affirmation of the need for sustained, repetitive, and efficient lifting, making it the heart of the production process. A reliable provider of lifting solutions, such as TOYO Industry, offers a wide range of these critical tools.
Manual and Lever Hoists: Strategic Support Roles
While electric hoists dominate the main line, it is a mistake to dismiss the profound utility of manual hoists. There are numerous corners of a manufacturing plant where their unique attributes are invaluable. Manual chain hoists, operated by pulling a hand chain, are perfect for maintenance bays, tool and die shops, or any area where lifting operations are infrequent and power sources are unavailable or impractical. Their simplicity is their strength; with fewer components, they are often more durable in dirty environments and easier to inspect and maintain.
Lever hoists, a more compact cousin, are operated with a ratcheting lever mechanism. They are indispensable for pulling, tensioning, and precise vertical lifting over short distances. Imagine a technician needing to precisely align a component for installation or a maintenance worker removing a heavy motor in a tight space. In these scenarios, the slow, highly controlled movement afforded by a lever hoist is superior to the speed of an electric one. The decision to use high-quality manual chain hoists in these support roles is a mark of a well-planned and efficient facility.
The following table provides a clear comparison to guide the selection process:
| Feature | Electric Chain Hoist | Manual Chain Hoist |
|---|---|---|
| Power Source | Electricity (3-Phase/1-Phase) | Human physical effort |
| Lifting Speed | Fast, consistent | Slow, dependent on operator |
| Best Application | Repetitive, high-volume production | Maintenance, infrequent lifts, no power |
| Precision | Good (Excellent with VFD) | High, for very fine adjustments |
| Operator Fatigue | Low | High |
| Initial Cost | Higher | Lower |
| Portability | Limited by power cord | High |
Pneumatic (Air) Hoists: Niche Applications
A third category, the pneumatic or air hoist, carves out a critical niche in specific, hazardous environments. Powered by compressed air, these hoists have no electric motors or components that can generate sparks. This makes them the only safe choice for use in volatile atmospheres, such as automotive paint booths, where solvent fumes could be ignited by an electrical arc (Occupational Safety and Health Administration, n.d.). While they require a robust compressed air infrastructure, their intrinsic safety in these specialized zones is non-negotiable. They also offer excellent variable speed control and can withstand stalling under load without damaging the motor, adding another layer of operational flexibility.
Factor 3: Precision, Speed, and Control Systems
In the intricate dance of automotive assembly, raw lifting power is insufficient. The ability to move heavy components with grace, to place them with millimeter precision, and to do so at a pace that matches the rhythm of the line is paramount. This level of finesse is governed by the hoist's control system. Modern control technologies transform the hoist from a blunt instrument into a sophisticated tool, directly impacting product quality, cycle time, and operator safety.
The Need for Variable Speed Control (VFD)
Standard single-speed or two-speed electric hoists can be abrupt. They start and stop with a jolt, which can cause the load to swing. This "load swing" is not just a nuisance; it is a serious safety hazard and a source of inefficiency. It forces the operator to wait for the load to stabilize before positioning it, wasting precious seconds that accumulate into significant production losses over a year. Furthermore, the shock of abrupt starts can damage the component being lifted or the vehicle body it is being fitted to.
The solution is a Variable Frequency Drive (VFD). A VFD is an advanced motor controller that manipulates the electrical frequency supplied to the hoist's motor. This allows for a "soft start," where the hoist smoothly accelerates the load up to its travel speed, and a "soft stop," where it gently decelerates to a halt. The result is a dramatic reduction in load swing. Most importantly, VFDs enable true variable speed control, allowing the operator to move the load at a crawl for final, precise placement. When lowering a V8 engine into an engine bay, the ability to slow the final descent to a near-stop is not a luxury; it is a requirement for quality and safety.
Ergonomics of Control Pendants
The primary interface between the human operator and the machine is the control pendant. Its design has a significant impact on both usability and safety. A well-designed pendant should be lightweight and fit comfortably in the hand, with buttons that are logically arranged and provide clear tactile feedback. The buttons for "up" and "down" should be intuitive, and a large, easily accessible emergency stop button is non-negotiable. This button must immediately cut power to all hoist functions when pressed.
For operations covering a large area, a radio remote control can be a superior alternative to a wired pendant. A wireless remote frees the operator from the tether of the power cord, allowing them to move around the workspace and view the load from the safest and most effective vantage point. This untethered mobility prevents the pendant cable from becoming a snagging hazard and gives the operator the freedom to guide the load into position without being restricted to one spot.
Integrating Hoists with Assembly Line Automation
Looking toward the future of manufacturing, the most advanced facilities are integrating their lifting systems directly into the plant's wider automation network. Automotive assembly hoists can be equipped with interfaces that allow them to communicate with a Programmable Logic Controller (PLC). This is the brain of the assembly line's automation system.
This integration opens up powerful possibilities. For instance, two hoists could be electronically synchronized to lift a long chassis, ensuring both ends are raised at exactly the same speed and height, preventing stress on the frame. A hoist could be programmed to follow an automated sequence, moving a component from a delivery station to the line and lowering it into position with minimal human intervention. While not yet standard in all plants, selecting a hoist with the capability for PLC integration is a forward-looking decision that prepares a facility for the next wave of smart manufacturing and Industry 4.0 principles (Kagermann et al., 2013).
Factor 4: Safety Features and Regulatory Compliance
In any industrial setting, but especially in one where heavy objects are constantly being moved over people and expensive equipment, safety is not merely a priority; it is the foundational principle upon which all operations must be built. An automotive assembly hoist is a powerful tool, and with that power comes an immense responsibility to engineer out risk wherever possible. This involves a combination of inherent mechanical safety features, strict adherence to established regulations, and a holistic view of the entire lifting system, including all rigging.
Essential Mechanical Safety Mechanisms
A safe hoist is one with multiple, redundant layers of protection. Several mechanical features are considered standard and should be non-negotiable when selecting equipment.
- Overload Limiter: This is arguably the most important safety device. It prevents the operator from lifting a load that exceeds the hoist's rated capacity. Mechanical overload limiters typically use a slip clutch mechanism. When an overload is detected, the clutch slips, preventing the hoist from lifting further, although it will usually still allow the load to be lowered. This single device prevents countless accidents caused by misjudging a load's weight.
- Limit Switches: These devices prevent the hoist from operating beyond its safe travel limits. An upper limit switch stops the hook block from running into the hoist body, which could sever the chain or cause catastrophic failure. A lower limit switch prevents the load chain from being run completely out of the hoist, ensuring a safe number of chain links remain engaged with the internal mechanism.
- Braking System: The hoist's brake is what holds the load securely in place when the motor is not running. Modern electric hoists typically use powerful electromagnetic brakes that are spring-applied and electrically released. This design is "fail-safe"—if power is lost for any reason, the spring immediately engages the brake, securely holding the load and preventing it from falling.
Navigating International Safety Standards
The global nature of the automotive industry means that equipment must often meet a patchwork of different regional and international safety standards. A reputable manufacturer will design and test its products to comply with the most stringent of these. Key standards to look for include:
- ASME B30.16: The American Society of Mechanical Engineers standard for overhead hoists.
- ISO Standards: A range of standards from the International Organization for Standardization covering crane and hoist design, testing, and safety.
- CE Marking: This indicates conformity with health, safety, and environmental protection standards for products sold within the European Economic Area.
For plant managers in South America, Russia, Southeast Asia, or the Middle East, procuring hoists that carry these certifications provides a high degree of confidence. It signifies that the equipment has undergone rigorous third-party testing and meets a global benchmark for safety and quality. Companies like often highlight their adherence to such international standards as a mark of quality.
The Role of High-Tensile Slings and Lifting Clamps
A hoist is only one component in a larger system. The connection between the hoist's hook and the load itself is a critical link in the safety chain. Using substandard slings, hooks, or lifting clamps completely undermines the safety features built into the hoist.
High-tensile slings, whether made from chain, wire rope, or synthetic fibers, must be rated for the load they are intended to carry and must be inspected regularly for cuts, abrasion, or other damage. Similarly, specialized lifting clamps, such as plate clamps used to lift steel sheets, must be the correct type for the material and must be applied and used strictly according to the manufacturer's instructions. The integrity of this rigging is just as important as the integrity of the hoist. A comprehensive safety program must encompass regular, documented inspections of all lifting accessories, not just the powered equipment.
Factor 5: Durability, Environment, and Maintenance
The initial performance of a hoist is only part of its story. Its true value is revealed over years of service in the demanding, often harsh, environment of a factory floor. A hoist's longevity and reliability are determined by its construction, its suitability for the specific operating environment, and the ease with which it can be maintained. Considering these factors is essential for minimizing the total cost of ownership and avoiding the disruptive impact of unscheduled downtime.
Assessing Build Quality and Materials
The physical construction of a hoist speaks volumes about its expected service life. When evaluating different models of automotive assembly hoists, look closely at the materials and design choices.
- Housing: A rugged, fully enclosed housing, often made from cast aluminum or steel, protects the internal gearing, motor, and electrical components from impacts, dust, and moisture.
- Load Chain: The chain is the component under the most direct stress. High-quality hoists use a hardened, grade 80 (or higher) alloy steel load chain that has been specifically heat-treated for strength and resistance to wear. A surface treatment like black oxide or zinc plating can provide additional corrosion resistance.
- IP Rating: The Ingress Protection (IP) rating is a standardized system (IEC 60529) that classifies the degree of protection provided by the hoist's enclosure against the intrusion of solid objects (like dust) and liquids (like water). For a typical indoor assembly plant, a rating of IP54 or IP55 is common. An IP55 rating, for example, means the hoist is protected against dust ingress and can withstand low-pressure water jets from any direction.
Matching the Hoist to the Operating Environment
Automotive plants are not uniform environments. A hoist operating in a clean, climate-controlled final assembly area faces very different conditions from one in a foundry or stamping plant. The ambient environment must be a key consideration in the selection process.
- Temperature: Extreme heat or cold can affect lubricants, electrical components, and the ductility of metals. If the hoist will be used in a very hot area, such as near a furnace, or in an unheated facility in a cold climate, ensure it is rated for that temperature range.
- Humidity and Corrosives: In humid climates, like those found in parts of Southeast Asia or South America, or in areas where corrosive chemicals are present, corrosion is a major concern. In these cases, features like stainless steel chains, corrosion-resistant paint, and fully sealed housings become much more important.
- Contaminants: The presence of airborne particles, such as metal dust from grinding or fibers from composites, can infiltrate a poorly sealed hoist and cause abrasive wear on internal components. A higher IP rating is essential in such dusty environments.
Planning for Maintenance and Parts Availability
Every piece of mechanical equipment requires maintenance to perform safely and reliably. A well-designed hoist is one that simplifies this process. Look for features like external lubrication points, easily accessible brake and clutch assemblies, and clear instructions for inspection. The manufacturer's recommended maintenance schedule, as outlined in the service manual, is not a suggestion; it is a critical roadmap for ensuring the hoist's longevity (Wire Rope & Rigging Consultants, 2019).
Beyond ease of maintenance, the availability of spare parts is a crucial factor. A hoist can be put out of service for weeks waiting for a replacement part from an overseas supplier. Choosing a manufacturer or supplier with a strong regional presence and a commitment to stocking common wear items—like chains, contactors, brakes, and pendants—is a vital part of minimizing potential downtime. A reputable company, like the one detailed on our about us page, understands that long-term support is a cornerstone of customer relationships.
Factor 6: Integration with Overhead Structures
An automotive assembly hoist does not operate in a vacuum. It is a component of a larger material handling system, and its effectiveness depends entirely on its successful integration with the overhead structure that supports and moves it. Failure to consider this interface can lead to compatibility issues, underutilized capabilities, or, in the worst case, a dangerous structural overload. The hoist and its supporting steel must be viewed as a single, cohesive system.
Compatibility with Crane Systems
Most hoists in an automotive plant are mounted on trolleys that run along the beam of an overhead crane. This allows the hoist to move the load not just vertically but also horizontally across the workspace. The main types of crane systems are:
- Overhead Bridge Cranes: These large cranes span the entire width of a factory bay and can travel along the length of the building on runways. They are used for lifting the heaviest components and covering large areas.
- Workstation Cranes: These are smaller, lighter crane systems, often modular, that provide lifting coverage over a specific work cell or a portion of the assembly line. They are prized for their ergonomic, easy-to-move design.
- Monorails: A monorail is a single, fixed beam, which can be straight or curved, along which the hoist trolley travels. They are ideal for moving loads along a predetermined path, such as from a sub-assembly area to the main line.
The hoist's trolley must be compatible with the flange of the crane beam it will run on. Different beam sizes require different trolley adjustments. Trolleys themselves come in three main varieties: plain (or push) trolleys moved by pushing the load, geared trolleys moved by pulling a hand chain for more precise control, and motorized trolleys for powered horizontal travel, which are standard on heavy-duty production cranes.
Headroom and Facility Constraints
Every facility has physical limitations, and one of the most important for hoist installation is headroom. Headroom is defined as the distance from the bottom of the supporting beam to the saddle of the load hook when the hook is at its highest possible position. Put simply, it is the amount of vertical space the hoist itself occupies.
In facilities with low ceilings, standard headroom hoists may not provide enough lifting height. If you need to lift a tall object in a low-ceilinged room, every centimeter of height matters. For these situations, manufacturers offer "low headroom" or "ultra-low headroom" models. These hoists are designed with a specialized trolley and frame that places the hoist body to the side of the beam rather than directly underneath it, significantly reducing the amount of vertical space consumed and maximizing the available lifting height. Ignoring headroom constraints during the selection process can lead to purchasing a hoist that simply cannot perform the required lift within the available space.
Structural Load Calculations
This is a point of utmost importance that cannot be overstated: the structure must support the load. The building's overhead beam, crane, or monorail system must be professionally verified by a qualified structural engineer to be capable of supporting the combined weight of the hoist, the trolley, and the hoist's maximum rated load.
The forces exerted on the structure are not just the static weight. They also include dynamic forces from acceleration and braking, as well as potential shock loads. Attaching a new 5-ton hoist to a beam that was only ever intended to support lighting fixtures is a recipe for disaster. The structural verification must be documented and is a non-negotiable step in any new hoist installation or capacity upgrade. The safety of everyone in the facility depends on the integrity of the overhead support structure.
Factor 7: Total Cost of Ownership and Supplier Reliability
A wise purchasing decision for a critical piece of industrial equipment like an automotive assembly hoist extends far beyond the number on the price tag. The initial acquisition cost is merely the entry point. The true, long-term financial impact of the hoist is captured by its Total Cost of Ownership (TCO). This holistic view considers all expenses incurred over the equipment's entire service life. Equally important is the character and reliability of the supplier, as their support can be the difference between a smooth operation and a costly disruption.
Looking Beyond the Initial Purchase Price
TCO is a more complete and rational basis for decision-making. It forces a manager to consider the future financial implications of their choice. The key components of TCO for a hoist include:
- Initial Purchase Price: The upfront cost of the hoist and any necessary accessories.
- Installation Costs: The labor and equipment needed to mount the hoist and connect it to power.
- Energy Consumption: The electricity or compressed air used by the hoist over its lifetime. More efficient motors can lead to significant savings.
- Maintenance & Repair Costs: The scheduled costs for inspections, lubrication, and replacement of wear parts (e.g., chains, brakes, contactors).
- Downtime Costs: This is the most significant and often hidden cost. When a critical hoist on the assembly line fails, the entire line may stop. The cost of lost production during this downtime can rapidly exceed the initial cost of the hoist itself. A cheaper, less reliable hoist that fails frequently is far more expensive in the long run than a durable, high-quality unit.
By evaluating potential hoists through the lens of TCO, the slightly more expensive but more durable and efficient option often reveals itself to be the most economical choice over a 10-year service life.
Evaluating Supplier Support and Expertise
The supplier of your hoist is more than just a vendor; they should be a partner in your lifting operations. The value of a knowledgeable and responsive supplier cannot be overstated, especially for businesses in diverse global markets. A good supplier provides:
- Technical Expertise: They should be able to understand your specific application and recommend the most appropriate model, considering all the factors discussed, from duty cycle to environmental conditions.
- Installation and Commissioning Support: While they may not perform the installation, they should provide clear documentation and be available to answer questions from your installation team.
- Operator Training: A supplier who offers or facilitates training on the safe and proper use of their equipment is investing in your safety and efficiency. This demonstrates a commitment that goes beyond the sale.
- Comprehensive Product Range: A supplier who offers not just hoists but a full suite of lifting accessories, from slings to clamps, can serve as a one-stop-shop, simplifying procurement and ensuring system compatibility.
The Importance of Warranty and After-Sales Service
A manufacturer's warranty is a statement of confidence in its own product. Review the warranty terms carefully. What does it cover? For how long? Are there exclusions? A strong warranty provides a safety net against manufacturing defects.
However, after-sales service is arguably even more important. When a hoist does go down, how quickly can you get technical support on the phone? How rapidly can they ship a necessary spare part? For a plant manager in South Africa or Russia, a supplier with a weak international logistics network is a significant liability. Before purchasing, inquire about their service procedures and parts availability. The quality of a supplier's after-sales service is a true measure of their commitment to their customers' operational success.
Frequently Asked Questions (FAQ)
What is the primary difference between a hoist and a crane?
Think of it this way: a hoist performs the vertical lift, while a crane provides the horizontal movement. A hoist is the device with the hook and chain or wire rope that lifts and lowers a load. A crane is the larger structure (like a bridge crane or monorail) that the hoist is mounted to, allowing it to travel across a work area. The two work together as a system.
How often should automotive assembly hoists be inspected?
Inspection frequency depends on the intensity of use and regulations. Generally, there are two levels. A "frequent inspection" should be performed by the operator daily or before each shift, looking for obvious issues like chain damage or non-working controls. A "periodic inspection" is a much more thorough, documented inspection performed by a qualified person at intervals from monthly to annually, as determined by service intensity, environment, and local safety laws (ASME, 2021).
Is it acceptable to use a manual hoist for a primary assembly task?
It is generally not recommended. Manual hoists are too slow for the cycle times required on a main production line and would cause significant operator fatigue. Their proper role is in support areas like maintenance, repair, or in locations where lifting is very infrequent and there is no access to a power source.
What does the IP rating on a hoist (e.g., IP55) actually mean?
The IP (Ingress Protection) rating is a two-digit code. The first digit indicates protection against solid objects (like dust), and the second indicates protection against liquids (water). For IP55, the first '5' means it is "dust protected" (some ingress is allowed but not enough to interfere with operation). The second '5' means it is protected against "low-pressure water jets from any direction." This makes it suitable for most indoor industrial environments.
Why is a Variable Frequency Drive (VFD) so important for an electric chain hoist?
A VFD provides smooth, controlled acceleration and deceleration. This "soft start/stop" capability dramatically reduces load swing, making the hoist safer and more precise. It also allows for true variable speed control, so an operator can move the load very slowly for exact placement, which is critical when mating expensive and delicate components like an engine and transmission.
How do I choose the correct sling to use with my hoist?
Choosing the right sling is a critical safety decision. You must consider four key factors: the weight of the load, the shape of the load and the type of hitch you will use (e.g., vertical, choker, basket), the environmental conditions (e.g., chemicals, heat), and ensuring the sling's rated capacity exceeds the load's weight, taking into account the hitch angle. Always consult sling capacity charts and have personnel trained in proper rigging techniques.
Conclusion
The selection of an automotive assembly hoist is a decision that resonates through every aspect of the manufacturing process. It is an act of balancing power with precision, endurance with safety, and initial cost with long-term value. To approach this choice with a narrow focus on maximum load or price is to invite inefficiency and risk into the heart of the operation. A more profound understanding, one that embraces the complexities of duty cycles, the subtleties of control systems, the non-negotiable demands of safety compliance, and the realities of maintenance and supplier support, is required.
The hoist is not merely a piece of machinery; it is an extension of the worker's capability and a guarantor of the assembly line's rhythm. By thoughtfully considering the seven critical factors outlined—from capacity and hoist type to integration and total cost—a plant manager can make an informed, strategic investment. This investment pays dividends not just in productivity and uptime, but in the creation of a safer, more efficient, and more resilient manufacturing environment capable of meeting the challenges of 2025 and beyond.
References
American Society of Mechanical Engineers. (2021). ASME B30.16-2021: Overhead underhung and stationary hoists. ASME.
Kagermann, H., Wahlster, W., & Helbig, J. (2013). Recommendations for implementing the strategic initiative INDUSTRIE 4.0: Final report of the Industrie 4.0 Working Group. Acatech.
Lutsey, N. (2018). Review of the 2025-2030 light-duty vehicle greenhouse gas emissions standards. International Council on Clean Transportation.
Occupational Safety and Health Administration. (n.d.). Spray operations. U.S. Department of Labor.
TOYA LIFTING EQUIPMENT CO., LTD. (n.d.). Company Profile. LinkedIn. Retrieved from https://www.linkedin.com/company/toya-lifting-equipment-co.-ltd
TOYOINTL- TIAN JIN TOYO LIFTING MACHINE MANUFACTURE CO,.LTD. (n.d.). Company Profile. LinkedIn. Retrieved from https://www.linkedin.com/company/tian%C2%A0jin%C2%A0toyo%C2%A0lifting%C2%A0machine%C2%A0manufacture%C2%A0co-ltd
Toyo Lifting Machine Manufacture Co., Ltd. (n.d.). The first and largest electric hoist manufacturer in Northern China. TOYO Hoists. Retrieved from
WAC Clearinghouse. (n.d.). Summaries – Current Guide. Colorado State University. Retrieved from
Wire Rope & Rigging Consultants. (2019). Importance of equipment maintenance. https://www.wireropeandrigging.com/2019/11/importance-of-equipment-maintenance/
YATOINTO. (n.d.). Products. Retrieved from